



Fourniture OEM / ODM Guardrail Plate Béie Roll Forming Linn



Schnell a gutt Zitater, informéiert Beroder fir Iech ze hëllefen dat richtegt Produkt ze wielen deen all Är Bedierfnesser passt, eng kuerz Produktiounszäit, verantwortlech Qualitéitskontroll a verschidde Servicer fir Bezuelen a Verschécken Affären fir Versuergung OEM / ODM Guardrail Plate Bending Roll Forming Line, Initial Enterprise , mir verstinn eis.Zousätzlech Entreprise, d'Vertraue kënnt do.Eis Firma normalerweis zu Ärem Service zu all Moment.
Schnell a gutt Zitater, informéiert Beroder fir Iech ze hëllefen dat richtegt Produkt ze wielen deen all Äre Bedierfnesser passt, eng kuerz Produktiounszäit, verantwortlech Qualitéitskontroll a verschidde Servicer fir Bezuelen a Versand Affären firChina Kale Rouleau Formatioun an Zonk Verwaltungsrot Roll Formatioun, Mir bidden och OEM Service deen op Är spezifesch Besoinen an Ufuerderunge entsprécht.Mat engem staarken Team vun erfuerene Ingenieuren am Schlauchdesign an Entwécklung, schätzen mir all Geleeënheet fir déi bescht Produkter a Léisunge fir eis Clienten ze bidden.
MAIN Technesch Parameteren
| No | Modell | Spezifizéierung |
| 1. | Material | Warmgewalzte Stahlplack |
| 2. | Yield Stäerkt vun Matière première | ≤345Mpa |
| 3. | Tensile Stäerkt vun Matière première: | ≤550Mpa |
| 4. | Coiling Material baussenzegen Duerchmiesser | ≤Ф1500 mm |
| 5. | Bannen Duerchmiesser vun coil | Ф610 |
| 6. | Breet vum Stol Gürtel | ≤1550 mm |
| 7. | Décke vun Stol Rimm | 8-12 mm |
| 8. | Single Roll Gewiicht | ≤20000 kg |
Haaptkomponenten
| No | Artikel Numm | Spezifikatioune |
| 1 | Auto Decoiler | 1. Single Kapp Modus, Single Ënnerstëtzung 2.Coil ID: Ф610 3. Coil OD: Ф1500mm 4. Läischte Breet: 1700 mm 5. Max.Gewiicht: ≤20000 kg |
| 2 | Nivelliermaschinn | Max.Aarbechtsgeschwindegkeet: 15m/min Max.Sträifen Breet: 1700 mm Max.Material Dicke: 8 mm Motor Muecht: Ongeféier 30kw |
| 3 | Schéier Hënneschten Schweess Apparat | De Frame ass e Profil + Stahlplack Schweißstruktur, hydraulesch Schéier, hydraulesch Pressen, a Pressplattform |
| 4 | Servo Ernierung | 1. Maximal fidderen Vitesse: 15m / min 2. Déi maximal zulässlech Ernierung Breet: ≤1700mm 3. Erlaabt Fudderdicke: ≤8mm 4. Eenzel Ernärungsfehler: ≤± 1mm (d'Toleranz ass net kumulativ) 5. Servo Motor Muecht: ≈15Kw (ënnerleien dem finalen Design) 6. D'Material vun der Fütterwalz ass: 9Cr2Mo (oder GCr15), Härte HRC55-60 |
| Punching Press | Adoptéieren flësseg véier-Kolonn Press Modus Punching Press: 500T Lach Gréisst: 15-φ25 | |
| 5 | Roll administrativ Machine | Struktur: D'Formungseenheet gëtt vun der Motorreduktiounskette ugedriwwen Formatioun Statiounen: 24 Statiounen Form Maschinn Schaft Ø: φ180mm Motor Muecht: 180 kW Max.: 2-8m/min |
| 6 | Hydraulesch Ausschneiden | De Cutter Modus adoptéiert Bléi Schéier Blade Material: Cr12MoV (Härheet nom Ofschloss HRC58 ~ 62) Parameter: Schneidgenauegkeet: ± 1,5 mm |
| 7 | Elektresch Kontroll Cabinet | Main elektresch Komponenten: PLC: Mitsubishi Inverter: Delta Touchscreen: veron (Taiwan, China) Low-Voltage Elektresch Apparater: Schneider (Frankräich) Encoder: Omron (Japan) |
| 8 | Hydraulesch System | Hydraulescht System BENOTZT Filter, d'Propperheet vum Ueleg fir 6-8 Grad ze garantéieren |
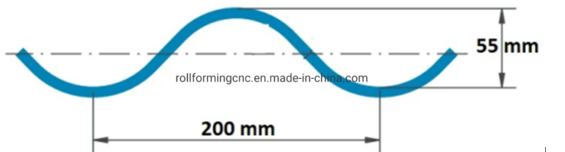
WERKSTÉCK PROBELEN
D'Kulvert gewellte Plack ass gewellte Metallplacke déi als strukturell Dachdeck oder Composite Buedemdeck benotzt gëtt.Et gëtt ënnerstëtzt vu Stahlbalken oder Bänner Den Zweck vum Metalldeck ass d'Isoléiermembran vun engem Daach z'ënnerstëtzen oder mat dem Beton z'ënnerstëtzen an ze verbannen fir e Composite Metal Buedemdeck ze kreéieren.
APPLICATIOUN
D'Culvert gewellte Verwaltungsrot Produktioun Linn ass eng speziell Ausrüstung fir culvert gewellte Verwaltungsrot Kompressioun molding, déi am Bau Industrie an aner Ariichtungen oft benotzt gëtt, dorënner Eisebunn Bréck Tunnel, Autobunne Bréck Tunnel etc.

Culvert gewellte Plackformmaschinn ass eng Zort Maschinn déi am Culvertkonstruktioun benotzt gëtt.Culverts si Strukture benotzt fir Waasser ënner Stroossen oder aner Hindernisser ze fléissen, a gewellte Blieder ginn dacks benotzt fir dës Strukturen ze bauen.
Rollformingsmaschinne sinn entwéckelt fir Blech an déi gewënscht Form a Gréisst ze bilden an ze béien fir an der Kulvertkonstruktioun ze benotzen.Et besteet normalerweis aus enger Serie vu Roller, déi e Metallplack graduell an déi gewënscht Form béien, an d'gewellte Form gëtt geformt andeems d'Metallplack géint eng Serie vu gewellte Roller dréckt.
Dës Maschinnen sinn dacks ganz grouss a kënnen deier sinn, awer si sinn essentiell fir Culverts effizient a präzis ze bauen.Plus, si kënnen eng wäertvoll Investitioun sinn fir Firmen déi regelméisseg un Infrastrukturprojeten schaffen.





